


10 марта 2015 года ЗАО «АэроКомпозит» объявило о создании на базе Опытной лаборатории технологий и конструкций из ПКМ новой испытательной лаборатории для проведения комплекса работ по прочностным и климатическим испытаниям конструктивно-подобных образцов из полимерных композиционных материалов. Кроме этой московской площадки, где с 2011 года проводились исследования композиционных материалов, и отрабатывалась технология изготовления изделий, в 2013-14 годах «Объединённая авиастроительная корпорация» открыла два новых производства: «КАПО-Композит» в столице Татарстана Казани (специализация завода - производство агрегатов механизации крыла и оперения, а также элементов носовой и хвостовой части крыла воздушного судна, изготовленных по автоклавной технологии) и «АэроКомпозит-Ульяновск» - завод по выпуску элементов конструкции воздушных судов из композиционных материалов на основе инфузионной технологии.
«С запуском новой лаборатории мы можем самостоятельно осуществлять испытания изготавливаемой нами продукции на ее различных этапах производства. Это большой плюс, так как появилась независимость от сторонних организаций. Для решения новых задач, стоящих перед компанией, использования на производстве новых материалов отечественного производства, мы планируем существенное дооснащение испытательной лаборатории в течение года», - отметил генеральный директор ЗАО «АэроКомпозит» Анатолий Гайданский.
.JPG)
Генеральный директор ЗАО «АэроКомпозит» Анатолий Гайданский
«Создание лаборатории на первом этапе было обусловлено необходимостью исследования полимерных композиционных материалов и отработкой технологии изготовления, на основе этих материалов, образцов, опытных образцов, а также составление технологической документации и применение полученных результатов на производственных площадках – завод в Казани и завод в Ульяновске. Мы создали лабораторию, которая помогает в запуске проекта “МС-21” и проверке заложенных конструктивных и технологических параметров. Все оборудование, которое было приобретено, изначально предполагало возможность смоделировать все эти технологии, отработать основные направления в работе и изготовить опытные образцы по технологиям», рассказывает начальник Опытной лаборатории технологий и конструкций из ПКМ ЗАО “АэроКомпозит” Алексей Слободинский.
На данном же этапе несколько изменилась и ориентация лаборатории в Москве. Во главу угла встали направления испытательного характера - входной контроль материалов с проведением механических испытаний, испытаний по химии, работа с образцами-спутниками, которые требуются для подтверждения качества самих агрегатов. Поэтому была проведена соответствующая работа по подготовке лаборатории. Прежде всего, по аккредитации этой лаборатории и возможности выполнения всех этих работ в интересах заводов. Такая аккредитация была проведена и в декабре 2014г. испытательная лаборатория получила аттестат аккредитации Авиарегистр МАК, который позволяет выполнять все эти работы.

Начальник опытной лаборатории технологий и конструкций из полимерных композиционных материалов ЗАО “АэроКомпозит”, генеральный директор ЗАО «КАПО-Композит» Алексей Слободинский
Итак, в качестве основного направления была выбрана инфузионная технология. Как я уже упомянул, для России эта технология новая и неизведанная. И, несмотря на то, что в мире она существовала и ранее, ещё никто не использовал её в промышленных масштабах, а тем более для изготовления крупных авиационных конструкций. Эта технология подразумевает использование сухих материалов, как правило, «угольных» и отдельно связующего вещества (смолы). Технология предполагает 2 этапа. На первом этапе изготавливается, так называемая, “преформа” - сухие материалы укладываются на оснастку, формируется герметичный «мешок», из которого откачивается воздух, после чего происходит формование в термопечи. По специально разработанному в лаборатории графику, с определенной скоростью и по определенным параметрам происходит нагрев, выдержка и охлаждение. А на втором этапе собирается уже «боевой мешок» с этой прессованной и сформированной деталью и производится её пропитка смолой за счет вакуума – изделие помещается в специальную печь и «запекается» при температуре. При этом из вакуумного мешка откачивается воздух и одновременно, за счет разряжения происходит равномерное пропитывание смолой.

Это и есть, так называемая, “инфузионная технология”, которую здесь отрабатывают на различных элементах, начиная от самых тоненьких панелей в 3-4-5 слоев и до полномасштабных изделий. «Мы пытались понять, какую толщину панели можем сделать, чтобы она отвечала всем прочностным требованиям. В итоге мы получили панели со стабильными характеристиками от 2 до 25 мм, которые, по расчетным данным, соответствуют всем нормативам», говорит Алексей Слободинский. Помимо изготовления самих панелей и образцов, как таковых, здесь отрабатывают все элементы, которые входят в производственный цикл. Начиная от входного контроля материалов, раскроя материалов с использованием лазерной техники, выкладки преформы, сборки «боевого мешка» и проведение самого цикла инфузии, с использованием термо-инфузионного комплекса.
Материалы на основе углеволокна приходят в рулонах, которые мало чем отличаются от обычной ткани. Здесь установлены лазерные проекторы, которые подсвечивают контуры модели и профессиональные закройщицы раскраивают материал по лазерным лекалам. Далее вручную производится выкладка преформы.

Многие вопросы изначально были очень сложны, так как не было ни практики, ни учебников, и все приходилось делать «с листа». Иностранцы тоже не спешили делиться своими секретами. Например, долго не могли сделать выкладку ткани, чтобы слои материала не рассыпались в разные стороны. В технологии с препрегом, когда волокна материала уже пропитаны связующим веществом, таких проблем нет. В данном же случае материал сухой. «Оказалось, что есть технология глажения утюгом, - рассказывает Слободинский, - мы это увидели на фотографиях, иллюстрирующих публикации в западной прессе по данной теме. Постепенно вышли на нужную технологию выкладки материала, используя утюги с регулируемой температурой нагрева.

Казалось бы, зачем такие сложности, когда есть уже проверенная и подтвержденная технология. Но есть один немаловажный нюанс, влияющий на качество изделия - срок годности материала. Дело в том, что препрег, использующийся при автоклавной технологии, имеет ограниченный срок годности от 9 до 12 месяцев, а сухие материалы имеют значительно больший период хранения. К тому же, сухие материалы хранятся при комнатной температуре, в отличие от препрега, который необходимо хранить в морозильной камере при температуре не ниже минус 18 градусов. И каждый вынос этого материала, размораживание, которое происходит в течение суток, уменьшает срок его годности. Его привозят в морозильных рефрижераторах, сразу ставят в морозильные камеры, соответственно идет учет “времени жизни” этого материала. Это достаточно непростая задача, которая требует жесткого контроля, вплоть до поминутного учета времени до окончания срока использования данного материала. Все это значительно усложняет использование данных материалов и повышает риски получения некондиционного изделия. С инфузионной же технологией ничего этого не требуется. Материалы хранятся без всяких температурных требований просто на складе. А связующее вещество хранится отдельно в морозильной камере в течение 12-14 месяцев.
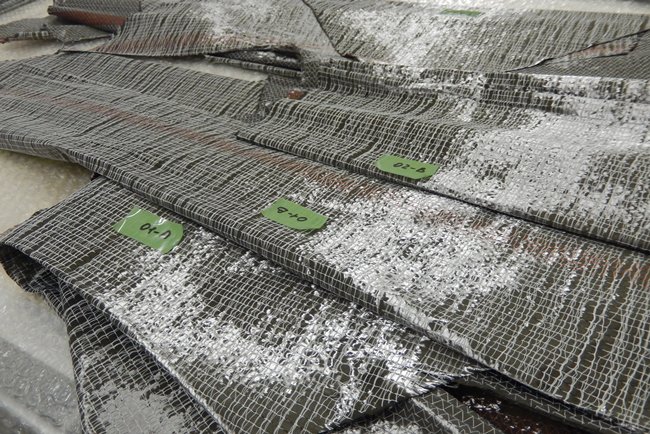
К тому же, на серийном производстве в «АэроКомпозит-Ульяновск» никакого глажения утюгами нет. Там выкладкой преформы занимается специальный робот, который по определенному алгоритму выкладывает будущие панели крыла из тонких лент, одновременно «припаивая» их к предыдущему слою (см. фото). В результате получается цельное изделие без единого шва и заклепки. Лабораторные испытания и исследования послужили подтверждением правильности выбора инфузионной технологии. В Европе до сих пор не пришли к такому решению, чтобы консоль крыла делать композиционной по этой технологии. В данном случае Ульяновск – первый завод в мире, где применяется инфузионная технология для изготовления силовых конструкций крыла самолета.
Преимущества этой технологии показали и испытания. В итоге, как минимум не проиграли в прочностных характеристиках, а если говорить об экономических и технических показателях, то инфузионная технология дешевле, в том числе и с точки зрения энергоемкости. Автоклав – устройство достаточно сложное, которое требует дополнительного обеспечения безопасности, поскольку там используются высокое давление и высокая температура.

Выкладка нижней панели будущего крыла самолета МС-21 на заводе «АэроКомпозит-Ульяновск»
В отличие от небольшого термокомплекса на московской площадке, в Ульяновске установлена уникальная 22-х метровая печь, в которую целиком входит панель или лонжерон крыла, с допустимым температурным градиентом по всей длине печи не более 2-х градусов. Совместно с ними «поджариваются» и изделия-спутники – специальная небольшая модель, которая проходит все этапы изготовления параллельно с основным изделием. Спутник предназначен для того, чтобы провести все испытания по контролю качества на этом образце, не повреждая основное изделие. Так как Спутник изготавливается вкупе с самой деталью, в аналогичных условиях и при аналогичных параметрах, он является аналогом этой детали. Затем из панелей-спутников вырезаются образцы и проводится целый курс испытаний. Испытания на разрыв, испытания на сжатие, испытания на сдвиг.
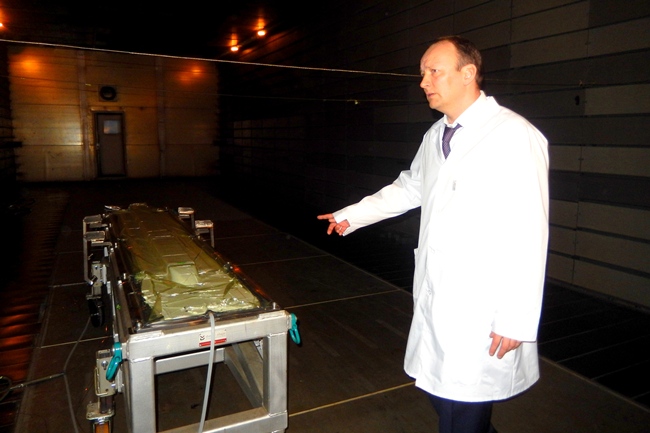
Анатолий Гайданский в термопечи после завершения процесса инфузии панели-спутника на заводе «АэроКомпозит-Ульяновск»
Но почему же испытательная лаборатория была создана не в Ульяновске, ближе к производству, а в Москве? Дело в том, что лабораторию создавали поближе к тем, кто занимается разработкой, чтобы конструкторы и технологи могли получить ответы на свои вопросы в кратчайшие сроки, которые их интересуют. Так оно и происходит! Прочнисты, например, находятся в постоянном взаимодействии со специалистами испытательной лаборатории – они закладывают данные и хотят получить результат. То есть, уже через сутки можно получить результат. Это значительно ускорило темпы разработки и освоения технологии. «Даже иностранцы, с которыми мы совместно работали, прежде всего, поставщики материалов, были поражены нашим темпом движения», - рассказывает Слободинский.
В лаборатории работают 23 человека. Большинство (20 чел) – это люди с высшим образованием, закончившие МАИ, МАТИ, МГТУ им. Н.Э. Баумана. Это основные наши специалисты. Мало того, требования, которые предъявляет АРМАК по аккредитации лаборатории, подразумевают специальную квалификацию специалистов. Все сотрудники прошли курс подготовки и получили сертификаты на право проведения тех или иных испытаний. Проверка АРМАК показала высокий уровень знаний, умений, практических навыков.

Оборудование испытательной лаборатории состоит из различных испытательных стендов и дополнительного сопроводительного оборудования: 1.Испытательные стенды (нагрузка 25 и 60 тонн). На них проводятся испытания по разным стандартам - на сдвиг, растяжение, разрыв и др. 2.Копёр – машина для испытания на удар. 3.Климатическая камера – используется для создания длительного воздействия окружающей среды (температура, влажность) на образцы перед испытанием. 4.Испытательный стенд (нагрузка 25 тонн) имеет возможность создавать условия климатического воздействия (температура, влажность) во время испытания. 5.Приборы для проведения ультразвукового контроля с различными диапазонами измерения. Инвестиции в проект составили около 30 млн. рублей. Оборудование стоит самое современное, которое используется и в Европе.
"Все стандарты, которые мы выдерживаем, как европейского плана, например, по проекту Sukhoi SuperJet 100, так и требования российских стандартов, заложенных в проекте МС-21, выполняются. Методики отработаны, работа с оборудованием отработана и идет полномасштабная испытательная работа лаборатории", - говорит Алексей Слободинский.

Лаборатория также занимается и вопросами разработки методик ремонта агрегатов из композиционных материалов, в том числе и в полевых условиях. Для выполнения ремонта в полевых условиях имеется универсальный мобильный комплекс, который не требует больших энергетических затрат. Это одновременно и устройство ультразвукового неразрушающего контроля, и мобильная печь для локального ремонта, в том числе и без демонтажа агрегата. В будущем, а такие работы уже ведутся, в крыло самолета будут вмонтированы оптоволоконные датчики, которые в режиме реального времени будут фиксировать все нештатные ситуации и контролировать состояние конструкции.

Универсальный мобильный комплекс для диагностики и проведения полевого ремонта композиционных материалов
Одно из направлений исследований - обработка изделий на 5-ти координатных фрезерных центрах, чтобы понять возможные режимы резания, подобрать оптимальный инструмент для резания, поскольку это не привычный металл, а композит, требующий особых условий обработки. От правильно подобранного режима будет зависеть и качество полученного изделия.
После отработки все эти технологии передаются на заводы в Казань и Ульяновск. Прежде всего, в Ульяновск, поскольку инфузионные технологии там используются для сборки консоли крыла и центроплана МС-21. В Казани также, наряду с использованием традиционной автоклавной технологии для изготовления агрегатов и панелей, используют и инфузионную технологию для изготовления своих композиционных оснасток. Только оно происходит, в отличие от деталей, производимых в Ульяновске, при комнатной температуре, а не в печи. Хотя температура тоже несколько повышена. На «КАПО-Композит» работы идут в двух направлениях: МС-21 и Sukhoi SuperJet 100. Для МС-21 Казань готовит всю механизацию: носовая, хвостовая часть крыла, лобовики носовые, малые агрегаты, элероны, закрылки, законцовки крыла, рули высоты и рули направления.
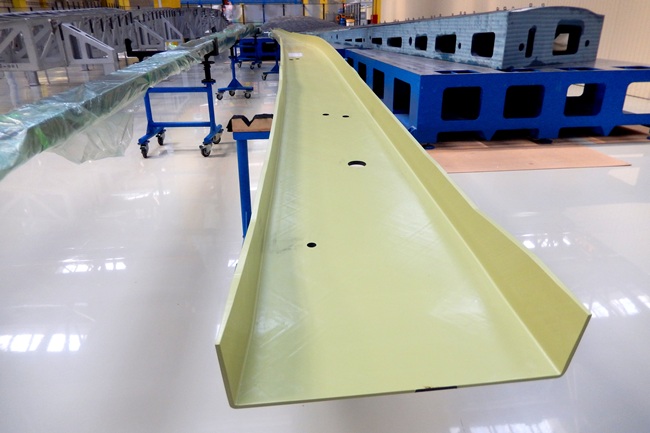
Задний лонжерон, изготовленный на заводе «АэроКомпозит-Ульяновск», который будет установлен на первый экземпляр самолета МС-21
«МС-21 это первый самолет в нашей гражданской авиации с широким использованием композиционных материалов. Применение этих материалов создает значительные преимущества по сравнению с алюминием в первую очередь в области аэродинамики. Применение композитного крыла дает значительный эффект в улучшении топливной эффективности за счет более совершенной геометрии крыла и уменьшения аэродинамического сопротивления. Ну и улучшение весовых характеристик. Сборка крыла и центроплана уже начата. В течение лета этого года мы их сдадим на «Иркут» для сборки первого самолета, который планируется выкатить в конце 2015 года (в августе планируется специальная программа и презентация стыковки крыла в рамках авиасалона МАКС-2015). Все наши заводы построены с нуля. Это совершенно уникальные технологии, которые разработаны нашей компанией», - говорит генеральный директор ЗАО «АэроКомпозит» Анатолий Гайданский.
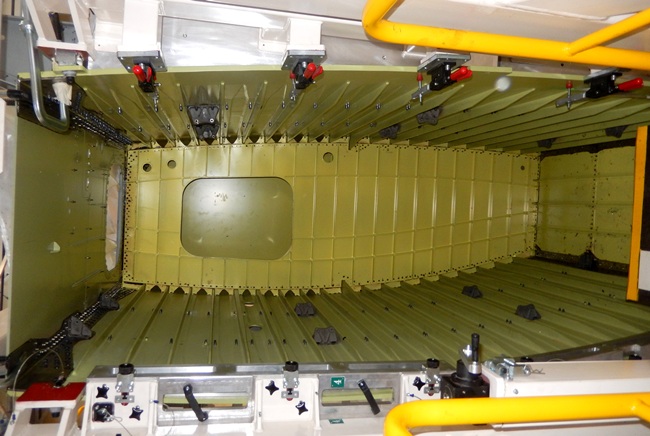
Сборка центроплана первого самолета МС-21 на «АэроКомпозит-Ульяновск» (верхняя и нижняя панели изготовлены из композиционных материалов
Крыло самолета МС-21 состоит из 9 тысяч деталей. В настоящее время в Ульяновске устанавливается уникальная линия по сборке крыла, которое будет выходить с завода с полностью установленной механизацией и всей необходимой «начинкой». Вообще говоря, работников «АэроКомпозит-Ульяновск» для такого большого завода совсем не много. Секрет в том, что это царство робототехники. На большинстве постов работники являются операторами и контролерами. Несомненно, без ручного труда не обойтись, но это, в основном, работы по установке, снятию или транспортировке изделий, да и то чаще всего с помощью специальных приспособлений. Основные же, самые ответственные операции, выполняют роботы.

Стенд линии сборки, на котором будет производиться окончательная стыковка панелей крыла самолета МС-21
Ничего подобного в нашем авиапроме до сих пор не было. Скажу честно, ничего подобного я не видел и на Боинге с Эйрбасом. Да и находясь на заводе, где все сотрудники в белых халатах и бахилах, специальные требования к качеству воздуха и в напольном покрытии видишь свое отражение, не верится, что все это в России. Впервые в новейшей истории мы не пытаемся тиражировать старые отработанные технологии, и не пытаемся слепо скопировать зарубежный опыт, а выступаем новаторами и хотим оказаться в технологическом авангарде мирового гражданского авиастроения.
фото/видео автора



