


Центр аддитивных технологий – ведущее и крупнейшее российское предприятие, специализирующееся на аддитивном производстве и единственное в России, обладающее производством полного цикла. ЦАТ входит в ТОП-20 аналогичных предприятий мира и стоит в одном ряду с подобными предприятиями таких известных брендов, как Boeing, Airbus, General Motors, General Electrics… Предприятие участвует в изготовлении деталей для опытных двигателей-демонстраторов ПД-35, ВК-650В и ВК-1600В производства Объединенной двигателестроительной корпорации (ОДК), корпусных изделий для вертолета Ансат-М и многих других. В данный момент идет подготовка и сертификация серийного производства. В числе нового оборудования - установки SLM печати (Selective Laser Melting) металлическими порошками. Это технология, основанная на полной плавке частиц, с последующим созданием монолитных деталей. Эта технология максимально сокращает риски образования микротрещин, вызванные пористостью структур, и повышает прочность изделия в сравнении с традиционными литейными процессами.
«Аддитивные технологии позволяют сократить издержки и снизить вес деталей до 50% при сохранении прочностных характеристик. Использование в составе авиадвигателей компонентов, изготовленных методом промышленной 3D-печати, позволяет ускорить разработку и производство, а также улучшить характеристики отечественной авиатехники. За счет оснащения новым оборудованием проектная мощность ЦАТ возросла на 261%, предприятие приобрело статус сервисной компании полного цикла. На новых мощностях серийными методами мы планируем выпускать компоненты новейших российских авиационных двигателей, в их числе комплектующие двигателя ПД-14», – рассказывает генеральный директор АО «ЦАТ» Ростеха Владислав Кочкуров, выступивший в роли нашего гида по новому предприятию.
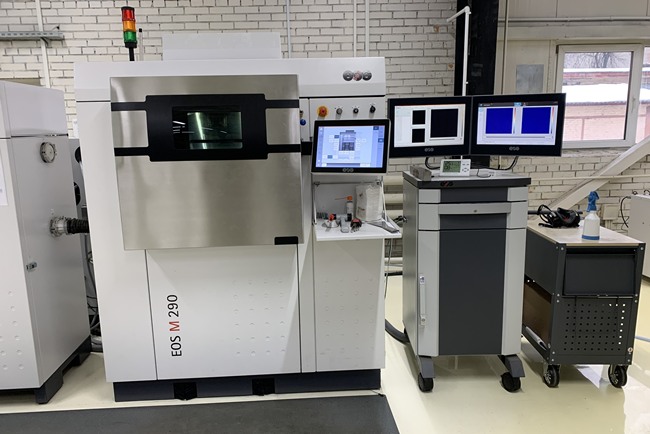
Начнем нашу экскурсию по заводу с самого крупного участка по послойному синтезу. Здесь расположены два принтера одного производителя - немецкой компании EOS. Они работают на кобальт-хромовых и нержавеющих сплавах. Они отличаются габаритами печати и количеством лазеров в рабочей камере.

«Маленькая» называется EOS М 290 - это самая распространенная серийная подобная машина в мире. Такая, скажем, боевая лошадка, которая безотказно выполняет свой функционал. «Она работает по технологии послойного синтеза с габаритами построения около 300 мм во всех трех осях. «Большая» - аналогичная машина EOS М 400, но с габаритами построения уже 400 см3. В ее рабочей зоне находятся 4 лазера, работают в своих четырех секторах в зоне построения, - рассказывает Владислав Кочкуров. - Крупногабаритная машина имеет преимущество в двух случаях. Первый случай – если осуществляется производство не опытной единичной детали, а речь идет о серийном производстве и необходимо произвести очень быстро большое количество деталей. Здесь следует пояснить, что метод послойного синтеза позволяет выращивать не одну, а одновременно несколько деталей, размещенных на специальной платформе. Соответственно на большой машине производительность возрастает в разы».
.jpg)
Второй случай - если есть задача произвести крупногабаритную деталь, и она физически не помещается в камеру средне-размерного принтера. Соответственно, нужна большая зона печати и тут на помощь приходит крупногабаритная машина. Помимо этого, за счет своей модульной конструкции, основной модуль, где происходит процесс синтеза/3D-печати можно увеличить в четыре раза, установив дополнительные модули. И все имеющееся периферийное оборудование уже сейчас рассчитано на такую производительность.
Под периферийным оборудованием подразумеваются специализированные установки, обслуживающие главный модуль. С их помощью производится разгрузка блока с напечатанными деталями, его очистка от лишних фракций используемого материала, отделение детали от основы, обрезка технологических фиксирующих элементов, и очистка излишков порошкового материала для его повторного использования.
Что интересно, в случае изготовления большой серии деталей, и если все детали изготавливаются из одного материала, в дальнейшем можно перейти к полностью автоматизированному производству, исключив участие человека. Для этого завод оснащается автоматизированными тележками, которые занимаются перемещениями между зонами построения и зонами разгрузки. Соответственно, мы получаем замкнутую гибкую производственную линию.
При этом, как было упомянуто выше, для построения моделей используется порошковый материал. Излишки порошка собираются специальной установкой, очищаются и повторно используются в построении новых деталей. Таким образом, эффективность использования материала достигает 95%, что является совершенно недостижимым показателем при традиционных способах производства, где «в стружку» зачастую уходит 2/3 материала.

Одним из важных элементов производственной цепочки является 3D-сканер ATOS ScanBox, осуществляющий функцию бесконтактного контроля качества изготовленных изделий. «3D - технология это максимальная цифровизация и максимально безлюдная технология, - рассказывает Владислав Кочкуров, - никаких чертежей, все в цифре, управляющая программа, файл для построения и 3D-модель детали, которую смоделировал конструктор. Её необходимо сравнить с тем, что мы получили на выходе после камер построения. Здесь сейчас стоит платформа построения с изготовленными деталями. Эта машина с помощью лазерного сканатора сравнивает то, что конструктор задумал, т.е. параметры той 3D-модели которую мы хотели получить с фактически полученной деталью. Таким образом, мы контролируем геометрию и качество изготовленных деталей по габаритным размерам. Участие человека здесь минимально. Система автоматически калибруется, и самостоятельно разрабатывает программу для сканирования».
.jpg)
На следующем участке расположена машина послойного синтеза с габаритами построения уже 500 см3. Это самая большая машина послойного синтеза в России на сегодняшний день. Данная установка работает на алюминиевых сплавах. Её задача - производство крупногабаритных изделий методом аддитива для серийных производств. Далее ещё две машины. Первая работает на нержавеющих жаропрочных сплавах, вторая - на алюминиевых. Здесь следует вспомнить, что алюминий достаточно реактивный сплав и требует особенного подхода, чтобы исключить его воспламенение. По этой причине установка оснащена дверью как на подводной лодке. Внутри рабочей камеры создается достаточно высокая степень вакуумизации и накачка инертного газа, чтобы максимально исключить возможность попадания кислорода. Ведь материал сплавляется лазером при высокой температуре сплавления-горения. Эта машина производства компании General Electric. Здесь будет серийно выпускаться завихритель двигателя ПД-14 из жаропрочного никелевого сплава отечественной разработки. Именно на такой машине и была отработана и сертифицирована технология его производства. И приобретена эта машина была именно для запуска серийного производства завихрителей этого двигателя.

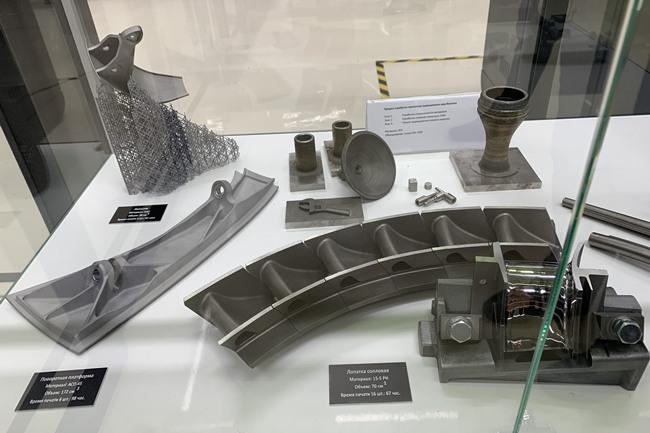
Завихритель – это элемент топливной системы, по которому топливо попадает в камеру сгорания. Почему именно завихритель? Дело в том, что это изделие имеет сложную геометрию и ее невозможно произвести цельной традиционными способами, не разделяя на отдельные части, что усложняет процесс производства, снижает надежность и ресурс изделия. На сегодняшний момент ЦАТ находится на этапе аттестации производства и технологических процессов, для того чтобы запустить серийное производство изделий для ПД-14 во втором квартале 2021 года. Предприятие готово полностью обеспечить потребности серийного завода-изготовителя двигателя, а они немалые - в одну камеру сгорания устанавливается 38 таких завихрителей.
Причем, производительность этой установки, да и любой другой из установленных на предприятии, в разы выше, чем потребности производства одних завихрителей. Концепция 3D-принтера позволяет даже в одном цикле одновременно производить совершенно разные детали, причем даже для разных заказчиков – например, детали двигателя и вертолета.

«На одной платформе мы можем выращивать детали для самолета, вертолета и потребительского рынка единовременно. Ограничений нет. Главное чтобы был единый материал, и все помещалось в камере построения. В этом и универсальность подхода - мы не зацикливаемся на каком-то одном заказе, на каком-то определенном объеме детали. Мы можем делать в одной камере одновременно то, что экономически целесообразно и логично делать вместе, - отмечает Владислав Кочкуров. - Здесь отрабатывается технология - мы реализуем проекты НИОКР, и на сегодняшний день уже переходим к серийному производству. В авиаотрасли это первый проект перехода к серии в рамках аддитивного производства».
.jpg)
В данный момент предприятие участвует в 5-6 опытно-конструкторских работах, таких как проект ПД-35 или вертолетный двигатель ВК-650. Последний в прошлом месяце уже встал на стендовые испытания. При этом 12% материальной части этого двигателя изготовлено аддитивным методом, в том числе и на этом предприятии. «Чтоб было понимание, в чем бонусы применения аддитивных технологий - финальный комплект конструкторской документации изделий для этого двигателя мы получили в конце августа 2020 года, а в декабре двигатель уже был собран для проведения стендовых испытаний. Стандартными методами в такие сроки это сделать невозможно. Учитывая, что ЦАТ располагается на территории предприятия им. Чернышева, которое входит в ОДК и непосредственно занимается производством холодной части двигателя ВК-650, наши изделия попали на дальнейшую обработку фактически в «соседний цех». Я вам могу сказать, что изготовление оснастки и получение этих деталей консервативным стандартным методом литья заняло бы от 4 до 6 месяцев. И это очень важно. Это один из элементов экономической целесообразности применения аддитива», - рассказал руководитель предприятия.

Кроме скорости и технологичности, важен и вопрос себестоимости изделий. И этот аспект также всесторонне изучается. Что-то целесообразней производить традиционным методом, а какие-то изделия дают существенные преимущества в характеристиках двигателя, надежности и ресурсе, простоте установки и т.д. Что в итоге не редко приводит и к снижению конечной себестоимости затрат на производство и установку изделия. Можно произвести агрегат традиционным способом из множества отдельных частей и потом долго его собирать. При этом каждая дополнительная точка соединения потенциально снижает надежность конструкции. А можно напечатать на 3D-принтере целиком и получить цельное изделие, с лучшими весовыми характеристиками, да ещё и значительную экономию в трудоемкости, а значит и в человеко-часах.

«Мы можем получить выгоду в том, что мы уходим от дополнительных технологических операций сварки, сборки, и т.д. Мы можем до 30-40 элементов сразу напечатать как один единый узел и без потери какой-либо функциональности получить готовое изделие. Профит от применения аддитива нужно искать именно там. Т.е. впрямую, изготовить литьем или изготовить аддитивом, аддитив будет дороже, безусловно. И здесь необходимо применять подход аддитивного мышления в части реинжиниринга деталей в части создания конструкций, которые невозможно получить стандартными методами, - поясняет Владислав Кочкуров. - К тому же, то, что производилось стандартным методом менять на аддитив без изменения конструктива - нет никакого смысла. Мы должны всегда преследовать какие-то параметры, которые необходимо достичь. В авиации один из первых параметров это вес. Чем ниже вес, тем меньше топлива потребляет авиационное изделие, которое летает. Второй момент, это вопросы реинжиниринга, т.е. какой эффект в технологичности мы можем получить за счет аддитива. А мы можем получить различные ажурные облегченные конструкции с применением бионического дизайна без потери характеристик по твердости и прочности изделия. Уменьшаем вес, а получаем ту же прочность».
.jpg)
Все, о чем мы рассказывали до этого - это оборудование послойного синтеза. Где есть платформа и на платформе построения методом послойного спекания изготавливается деталь. Следующая же установка - это технология прямого нанесения металла. Здесь в зону построения из трех сопел подается металлический порошок и инертный газ в одну точку. Этот процесс более быстрый, более дешевый и позволяет получить большие габариты изготавливаемых изделий. Однако при такой технологии немного страдает качество внутренней поверхности получаемого изделия. Зато эта технология прекрасно применима в случаях, когда необходимо выполнить ремонт в виде наплавки металла на какое-либо изделие. Или же при создании биметаллических структур, например, на более дешевый сплав наплавить поверхностный слой более дорогого металла с теми характеристиками, которые нам необходимы по прочности и получить функциональную деталь.

Такая машина прекрасно подходит для ремонта, например, компрессорных лопаток авиационного двигателя, который приходит с эксплуатации и где необходимо «доплавить» кромки и восстановить геометрию. Или для восстановления технологической оснастки: штамповой оснастки, литейной оснастки. «Сейчас для одного из заказчиков делаем опытные работы по изготовлению шаро-баллонов. Послойным методом это получить невозможно. Потому что при послойном методе синтеза нам необходимо делать поддерживающие структуры, а у этого шара должна быть полая структура внутри, и здесь добиться результатов можно только вот такой технологией прямого выращивания. Когда порошок поступает, подается непосредственно в зону построения. По своему принципу эта машина очень похожа на фрезерный станок с ЧПУ, там точно такой же поворотно-качающийся стол, только вместо шпинделя с фрезой стоит головка с лазером и подающая инертный газ и порошок», - поясняет Владислав Кочкуров.

И, конечно же, аддитивное производство требует особых подходов к контролю качества, но ровно таких же, какие требуются и при стандартных методах производства. И сейчас в ЦАТ вводится в эксплуатацию собственная лаборатория. Здесь будут проходить исследования на разрывы, растяжение, сжатие тех элементарных образцов, которые получают вместе с готовым изделием. Таким образом будет подтверждаться качество изготовленной продукции по всем функциональным характеристикам. Также будет производиться входной контроль качества применяемого металлического порошка. Здесь находится лаборатория металлографии, где проводится исследование образцов металлопорошковых композиций, которые применяются на производстве, на макро-, микро-структуру. Проверяется качество, которое гарантируется со стороны металлургических компаний, занимающихся производством и изготовлением этих порошковых композиций.

Завершилась наша экскурсия по ЦАТ на участке термообработки. В процессе аддитивного построения любая деталь требует нормализации своей микроструктуры. Потому что если есть послойный синтез соответственно и молекулярная структура получается у изделия такая же послойная. Изделию необходима термообработка. Для этого были приобретены низкотемпературная и высокотемпературная вакуумные печи для финишной термообработки. Здесь деталь сплавляется, спекается, закаляется и нормализуется ее внутренняя структура.


